The Battery - Part 1
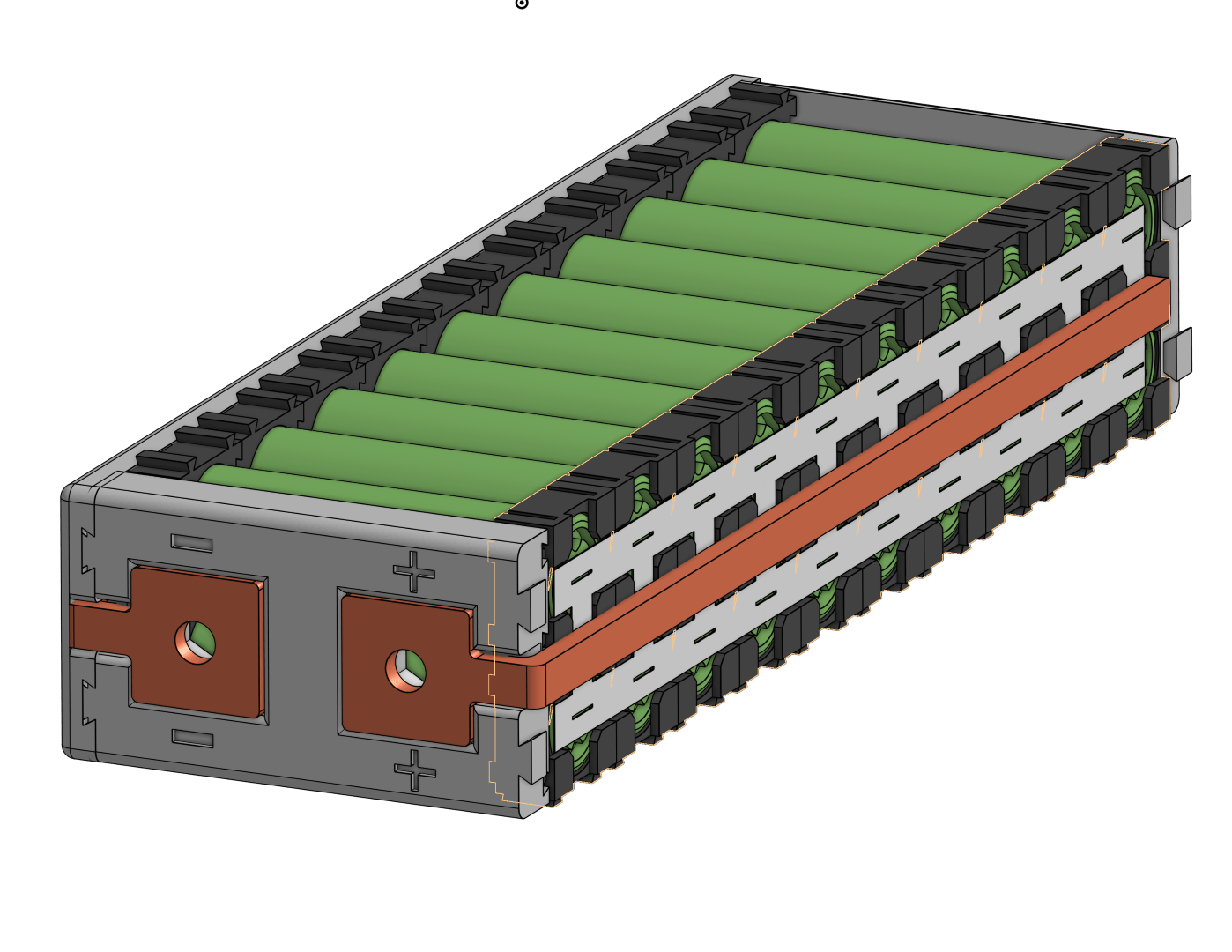
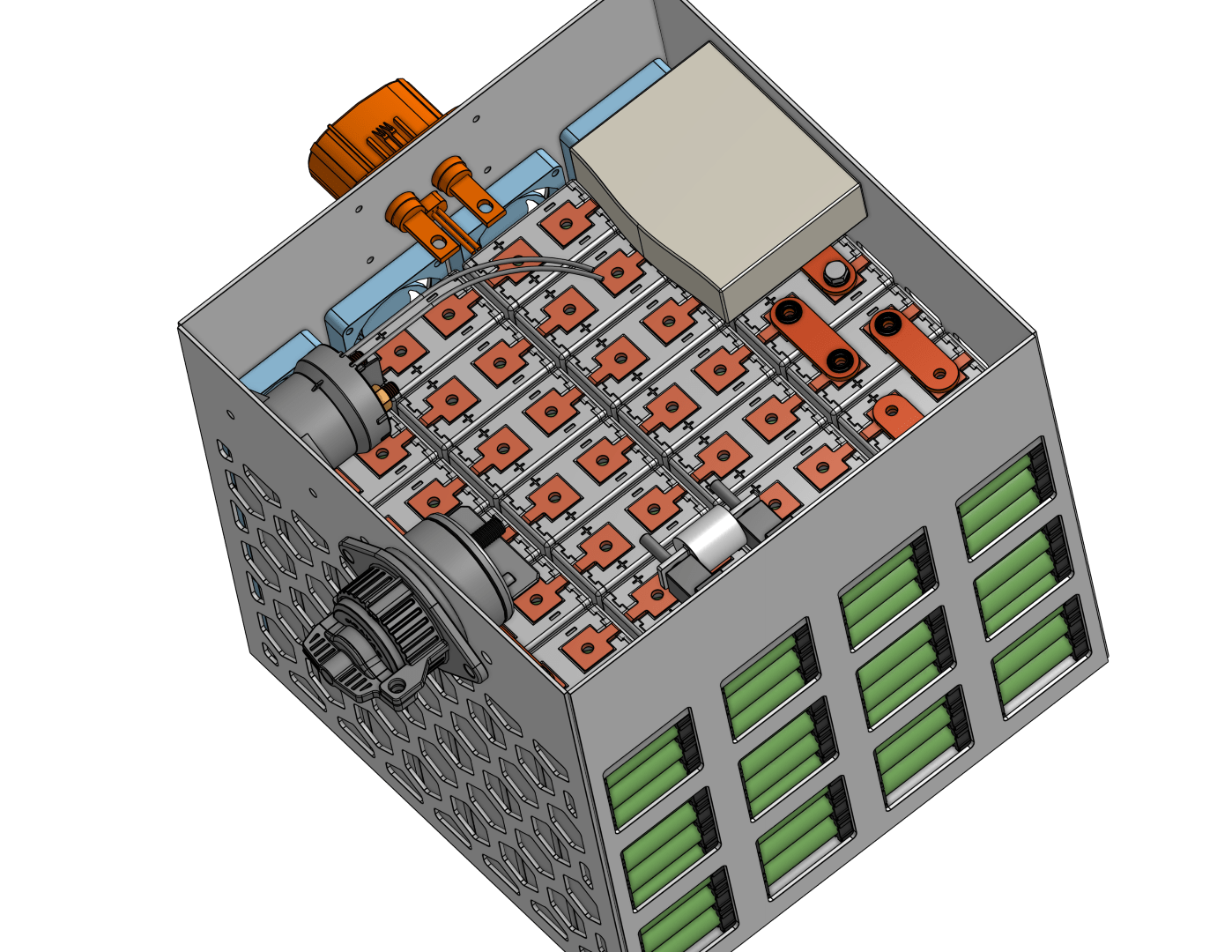
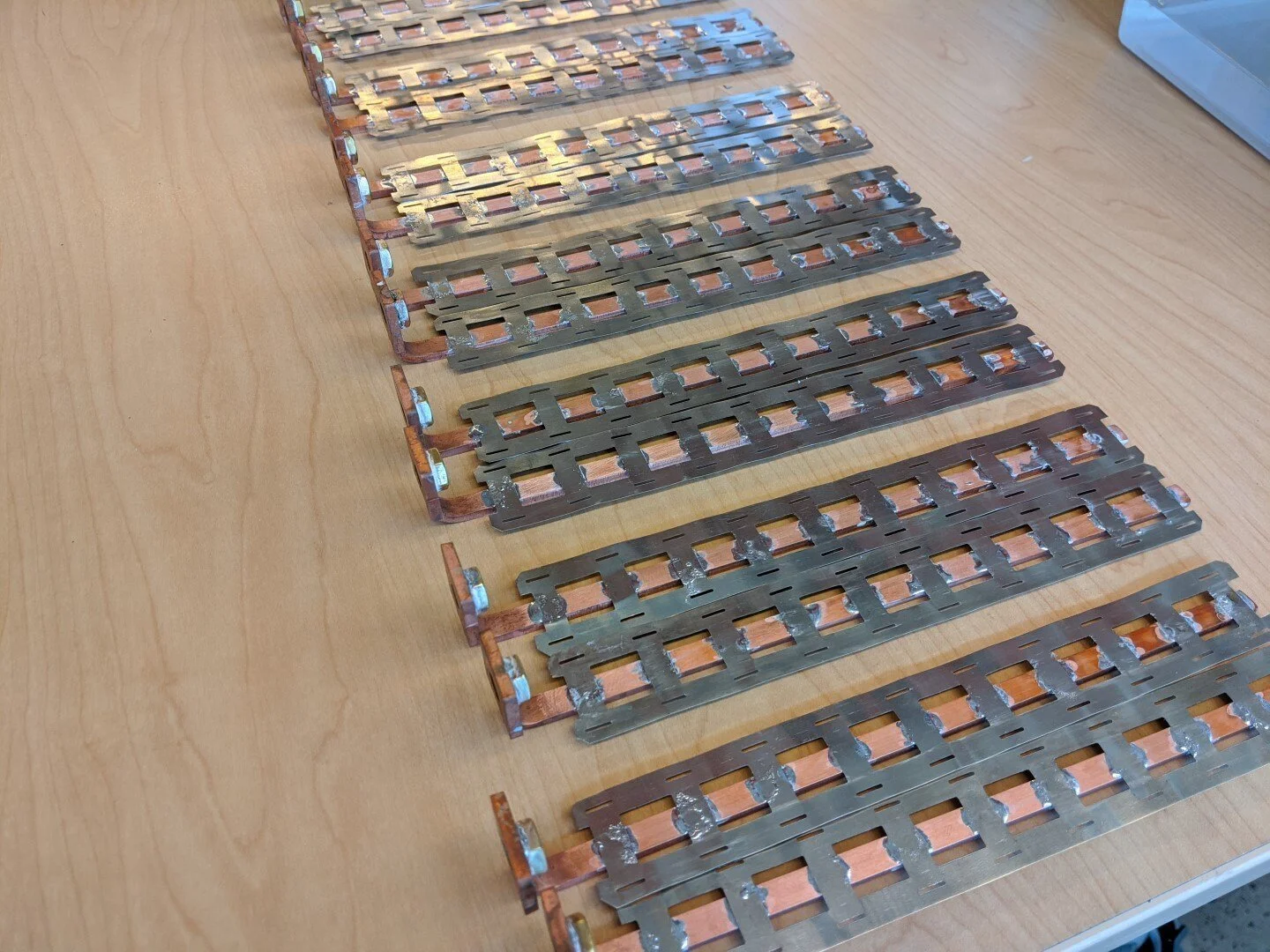
The E-Hawk battery pack is comprised of 560 18650 cells. The pack is made up of 28 modules in series, with each module having 20 cells in parallel (28S20P). Using bus bars the modules will be connected in series and housed in an aluminum enclosure with active air cooling. When complete, the pack will employ a main disconnect, contactor, fuse, DC-DC converter, temperature sensors, and maybe a BMS. The nominal capacity will be just over 5kWh.
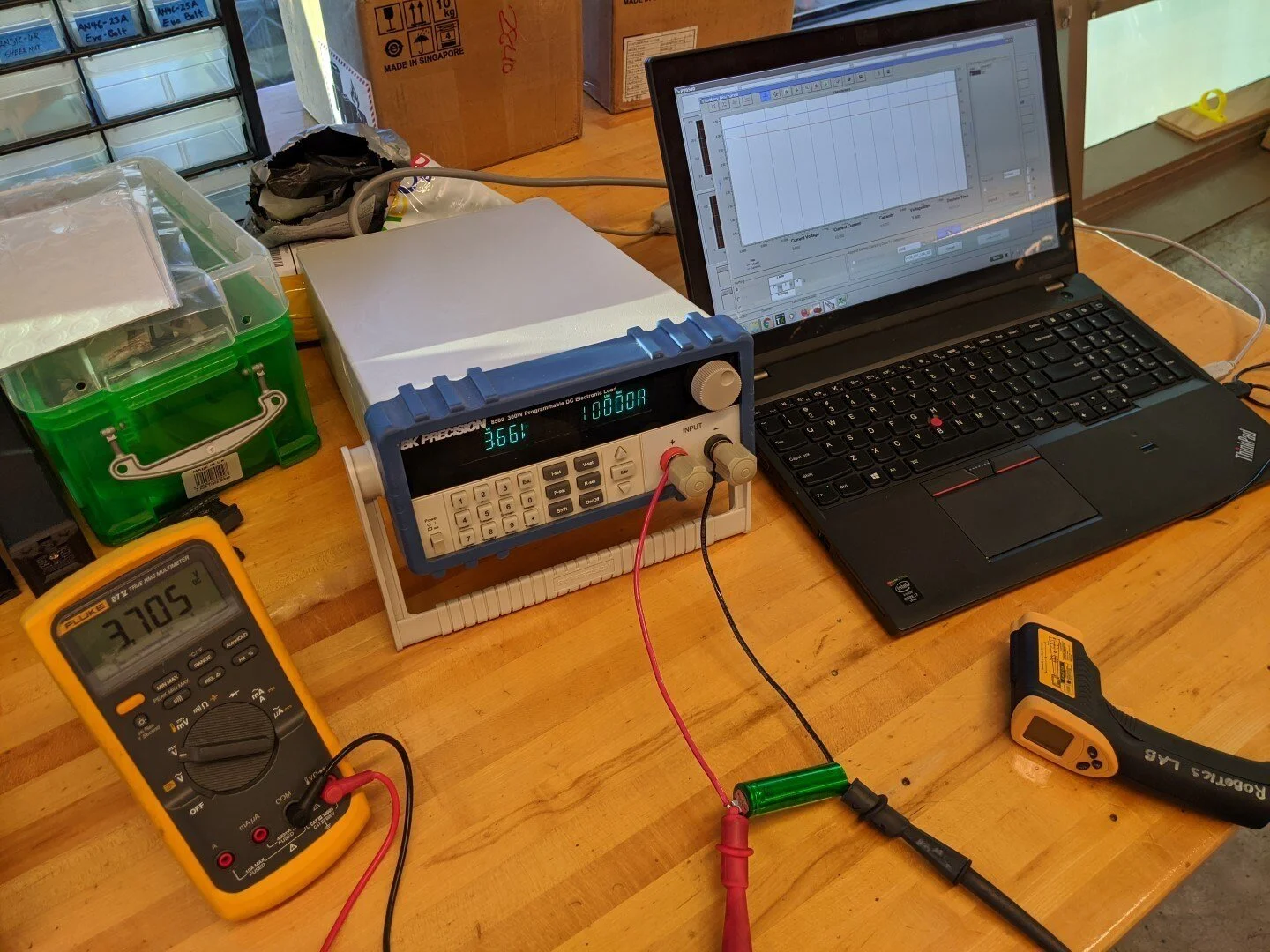
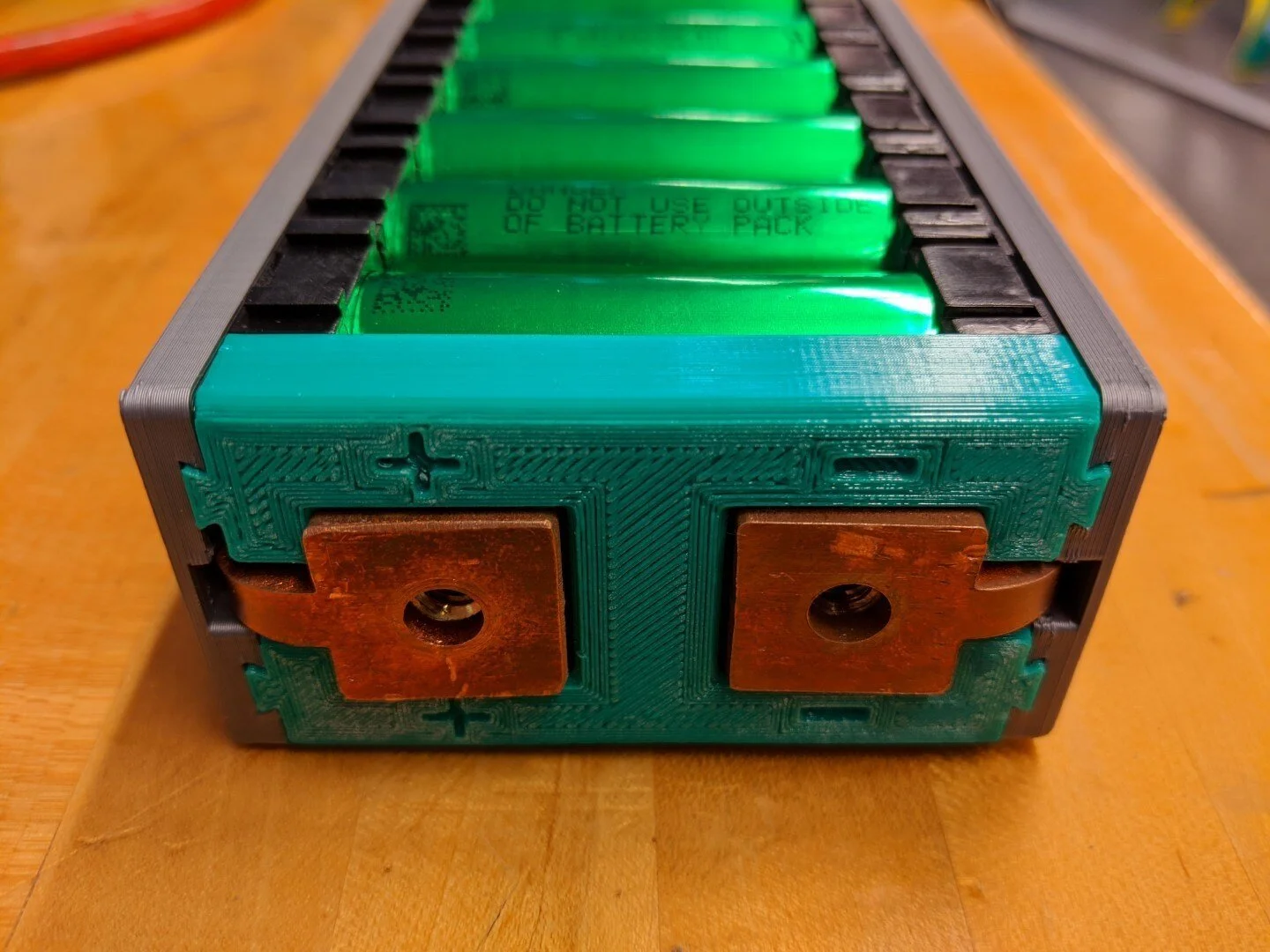
We decided on the Sony VTC6 cells as they exhibit a good mix of energy density and power density. We were also able to get a good price on the cells. The photos below document our design and build process.
Disclaimer: All of the photos included in this blog posting reflect work that was completed prior to the covid-19 pandemic.